1、概述
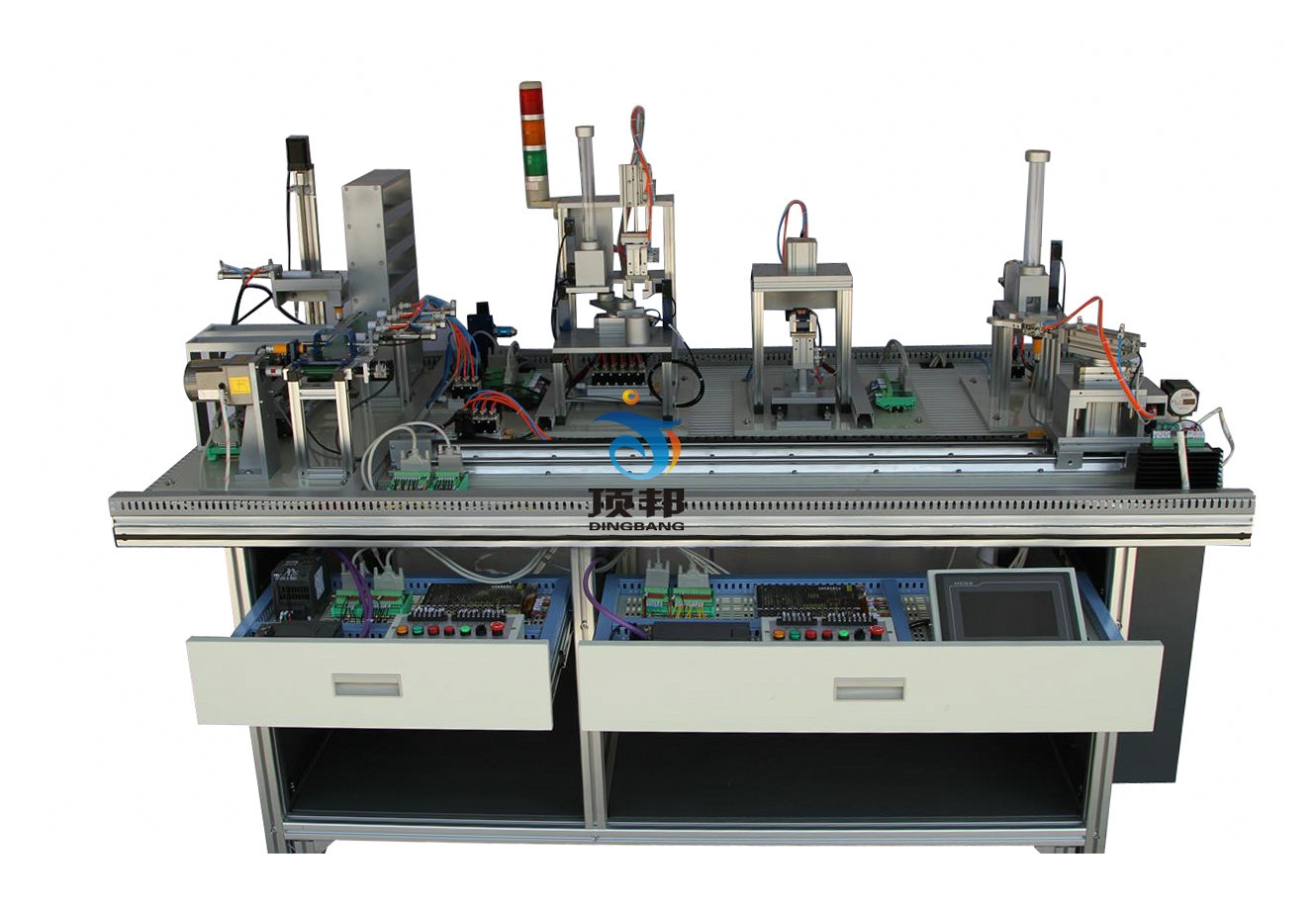
自動生產線實驗實訓考核試驗臺是一種最為典型的機電一體化與自動化產品�,是為職業院校、職業教育培訓機構而研制的,它適合機電一體化�����、電氣自動化等相關專業的教學和培訓����。它在接近工業生產制造現場基礎上又針對教學及實訓目的進行了專門設計的實訓教學設備�����,強化了自動化生產線的安裝與調試能力。
自動生產線實訓考核裝備系統集成����,由1)��、供料單元2)、加工單元3)����、裝配單元4)���、分揀單元5)、輸送單元等組成
該裝置應能完成:1)��、貨物的自動供給2)����、貨物的自動識別分揀3)、機械手搬運4)��、自動裝配5)�����、貨物的自動加工操作等全過程。同時對系統的運行過程實行全程動作狀態監控及數據監控����,能完成上位管理操作過程�。
系統平臺設計應基于標準化���、模塊化�����、開放式結構設計理念�,可適應不同廠家型號的各種傳感器�、控制器、執行器�����。
2、功能說明:
1)供料單元:按照需要將放置在料倉中待加工工件(原料)自動地推出到物料臺上,以便輸送單元的機械手將其抓取�����,輸送到其他單元上����。
2)加工單元:把該單元物料臺上的工件(工件由輸送單元的抓取機械手裝置送來)送到沖壓機構下面,完成一次沖壓加工動作�,然后再送回到物料臺上,待輸送單元的抓取機械手裝置取出����。
3)裝配單元:完成將該單元料倉內的黑色或白色小圓柱工件嵌入到已加工的工件中的裝配過程���。
4)分揀單元:完成將上一單元送來的已加工����、裝配的工件進行分揀,使不同顏色的工件從不同的料槽分流的功能�。
5)輸送單元:通過直線運動傳動機構驅動抓取機械手裝置到指定單元的物料臺上精確定位,并在該物料臺上抓取工件��,把抓取到的工件輸送到指定地點然后放下��,實現傳送工件的功能。
6)工作單元(電氣控制):設備說明將機械裝置和電氣控制部分的相對分離。每一工作單元機械裝置整體安裝在底板上����,而控制工作單元生產過程 的PLC裝置則安裝在工作臺兩側的抽屜板上��。機械裝置上的各電磁閥和傳感器的引線均連接到裝置側的接線端口上�。PLC的I/O引出線則連接到PLC側的接線端口上。兩個接線端口間通過多芯信號電纜互連��。
裝置側的接線端口的接線端子必須采用三層端子結構����,上層端子用以連接DC24V電源的+24V端,底層端子用以連接DC24V電源的0V端�,中間層端子用以連接各信號線���。
PLC側的接線端口的接線端子采用兩層端子結構����,上層端子用以連接各信號線,其端子號與裝置側的接線端口的接線端子相對應��。底層端子用以連接DC24V電源的+24V端和0V端��。
裝置側的接線端口和PLC側的接線端口之間通過專用電纜連接。其中25針接頭電纜連接PLC的輸入信號����,15針接頭電纜連接PLC的輸出信號。
7)供電電源:外部供電電源為三相五線制AC 380V/220V����?�?傠娫撮_關選用DZ47LE-32/C32型 三相四線漏電開關。系統各主要負載通過自動開關單獨供電�����。其中��,變頻器電源通過DZ47C16/3P三相自動開關供電���;各工作站PLC均采用DZ47C5 /2P單相自動開關供電�����。此外�,系統配置4臺DC24V6A開關穩壓電源分別用作供料����、加工和分揀單元�����,及輸送單元的直流電源��。
8)控制系統:每一工作單元必須可自成一個獨立的系統�����,同時也可以通過網絡互連構成一個分布式的控制系統�。
①當工作單元自成一個獨立的系統時�����,其設備運行的主令信號以及運行過程中的狀態顯示信號,來源于該工作單元按鈕指示燈模塊�。模塊上的指示燈和按鈕的端腳全部引到端子排上�����。
②當各工作單元通過網絡互連構成一個分布式的控制系統時����,對于采用西門子S7-200系列PLC的設備�����。
3�、組成部分技術指標
自動生產線實訓考核裝備應包括實訓桌�����、PLC控制模塊����、變頻器模塊、觸摸屏模塊、電源模塊���、伺服系統、供料單元��、輸送單元、加工單元��、裝配單元�����、分料單元��、傳感器�����、電磁閥組�、氣缸�、工具、控制單元���、電腦推車、計算機���、空氣壓縮機等組成,其主要技術指標如下所示:
1)PLC控制模塊:
①工藝:鋁塑外殼,完整嵌入實訓臺抽屜式架體����,I/O接口開放到控制面板,并提供誤接線保護功能,具有保險管座(250V��、1A)���。
②控制面板工藝說明:2mm厚印刷電路板上覆膜�����,采用背面印刷技術�����,保證圖形符號永不脫落�����。
③PLC控制模塊包括:
| 序號 | 名稱 | 型號/規格/編號 | 單位 | 數量 | 品牌 |
| 1 | 可編程控制器PLC | S7-200 SMART SR40 AC220V供電 | 臺 | 2 | 西門子 |
| 2 | 可編程控制器PLC | S7-200 SMART ST30 AC220V供電 | 臺 | 1 | 西門子 |
| 3 | 可編程控制器PLC | S7-200 SMART SR40 AC220V供電 | 臺 | 1 | 西門子 |
| 4 | 可編程控制器PLC | S7-200 SMART SR40 AC220V供電 | 臺 | 1 | 西門子 |
2)變頻器模塊:
①工藝:鋁塑外殼��,完整嵌入實訓臺抽屜式架體�����,接口開放到控制面板���,并提供誤接線保護功能���。
②控制面板工藝說明:2mm厚印刷電路板上覆膜,采用背面印刷技術,保證圖形符號永不脫落��。
③模塊包括西門子V20 變頻器。
3)觸摸屏模塊:
工藝:鐵質外殼��,通訊接口轉引到控制面板�,便利于學生接線操作。
模塊包括昆侖通態觸摸屏TPC7062K 7寸����,65000色����;
4)控制單元模塊:
①工藝:鋁塑外殼��,完整嵌入實訓臺抽屜式架體����,I/O接口開放到控制面板��,并提供誤接線保護功能���。
②控制面板工藝說明:2mm厚印刷電路板上覆膜,采用背面印刷技術�,保證圖形符號永不脫落���。
③配備有指示燈(24VDC):黃色(HL1)�����、綠色(HL2)����、紅色(HL3)各一只�。主令器件:綠色常開按鈕SB1一只,紅色常開按鈕SB2一只���,選擇開關SA(一對轉換觸點)��,急停按鈕QS(一個常閉觸點)
5) 電源模塊:
①電源模塊配有梅蘭日蘭三相短路器及漏電保護器,保險管座等���。
②可供直流24V����,交流220V�,380V電壓�。
6)傳感器檢測單元:
①光電傳感器/CX-441/漫反射型/7只�;
②光電傳感器/MHT15-N2317/2只���;
③接近傳感器/ GH1-F1710NA/1只�;
④金屬傳感器/ GH1-305QA/2只;
⑤光纖傳感器/ E3X-NA11 E32-DC200/3只��;
7)供料單元:
主要包括豎式料筒��,頂料氣缸�,推料氣缸�����,物料檢測傳感器部件�����,安裝支架平臺,材料檢測裝置部件,帶保護接線端子單元等組成����;
8)輸送單元:
包括四自由度機械手����,直線輸單元����,比例傳送機構����,多功能安裝支架,同步輪���,同步帶, 帶保護接線端子單元等組成�;
9)加工單元:
包括滑動料臺,模擬沖頭和沖床, 帶保護接線端子單元等組成�;
10)裝配單元:
包括供料機構�,旋轉送料單元���,機械手裝配單元��,放料臺,帶保護接線端子單元等組成���;
11)分料單元:
包括傳送帶機構�,三相電機動力單元��,分揀氣動組件��,傳感器檢測單元,高進度反饋和定位機構��,帶保護接線端子單元等組成����;
12)伺服系統單元:
需采用MHMD022P1U/ MADDT1207003
13)電磁閥組單元:
①匯流板/100M-2F/1只�;
②匯流板/100M-4F2只;
③匯流板/100M-3F/1只;
④匯流板/100M-6F/1只�;
⑤雙向電控氣閥帶燈/4V120-M5/2只;
⑥單向電控氣閥帶燈/4V110-M5/16只��;
14)氣缸:
①筆型缸、薄氣缸��、回轉缸�、氣動手爪、雙桿氣缸����、導桿氣缸����、導桿氣缸共18只�����;
②配磁性開關��、按裝支架����;
15)工具
必須含有工具箱�����、內六角扳手、尖嘴鉗���、剝線鉗、壓線鉗�����、十字螺絲刀�����、一字螺絲刀、斜口鉗�、十字螺絲刀��、一字螺絲刀�����、鐘表螺絲刀����、優利德萬用表�����。
16)實訓桌
①帶滾輪,雙面四抽屜,抽屜采用網空板,設備安裝靈活;
②1998mm×960mm×780mm鋁鋼結構��;
17)工業控制網絡
①由主站�����、從站�、網絡電纜等組成PPI網絡��,實現兩個工作站之間的數據交換�。
②主站控制倉儲系統的入庫���、出庫及移庫等操作�,從站控制貨物的出料、識別�����、檢驗等操作��。
4�、實訓裝置技術說明
1)裝置能夠把PLC控制單元、變頻器單元���、步進電機單元����、觸摸屏單元��、調試單元���、電源單元模塊化獨立設計,既可應用在本設備中���,也可將模塊放置于其他設備使用。
2)裝置平臺設計應基于標準化和模塊化設計理念�����,可適用不同廠家型號的各種傳感器�、控制器�、執行器���。
3)裝置可實現梯級培訓模式�����,既可完成各單個模塊基本知識培訓��,也可完成相關模塊構建復雜控制回路的設計及排故訓練。
4)裝置選用的元器件應工業化���,穩定性及耐用性高�,適應長時間培訓�����。
5)系統應能模擬工業自動化生產線的生產、加工����、裝配、分揀等過程����,實現貨物的供給����、識別�、搬運、分揀�����、加工、裝配等過程�����。
6)應具有專業技能培訓:系統組裝���、調試和運行、系統故障檢查���、排除和維護���、團隊協作��。
7)裝置應設計有漏電保護���、短路保護、急停保護等,防止誤操作對操作者和設備帶來的危險�。
8)系統應采用開放式結構設計,所有的控制器���、傳感器�、執行器的控制信號及電源信號都引到接口單元�,在接口單元上可由學生自主接線����,可依據不同的控制說明���,搭建多種控制方案。
9)可擴展性強���,設備預留可擴展空間,可根據工業發展形勢及用戶方合理性建議進行改進����、擴展。
10)此裝置不僅適用于西門子品牌PLC主機���,應還可適用于其他品牌的PLC,如三菱FX2N型PLC等����。
5�����、實訓內容說明
1)��、能融合了機械技術(包括氣動技術)�����、傳感器技術�、交流電動機變頻調速和步進電機驅動控制、觸摸屏技術���、PLC控制及通信網絡等技術,體現了現代制造業生產過程的特征����。
供料單元的安裝與調試的實訓��;
(1)加工單元的安裝與調試的實訓(2)裝配單元的安裝與調試的實訓(3)分揀單元的安裝與調試的實訓(4)輸送單元的安裝與調試的實訓(5)自動生產線控制的安裝與調試的實訓
2)���、說明:整體結構必須為開放式和拆裝式,能方便地更換模塊��,按具有生產性功能和整合學習功能的原則確定模塊內容,使教學或競賽時可方便的選擇需要的模塊�。設備的擴展性和升級性強��,如:(1)如更換或擴展工作單元(2)電氣升級為現場總線(3)定位模塊來控制伺服電機等
3)�����、用于教學,可按工作過程導向����,工學結合的模式規劃教學活動�����,完成以下工作任務:
1)氣動系統的安裝與調試項目:
(1)氣動方向控制回路的安裝(2)氣動速度控制回路的安裝(3)擺動控制回路的安裝(4)氣動順序控制回路的安裝(5)氣動機械手裝置的安裝(6)氣動系統安裝與調試(7)氣動綜合系統的設計與安裝
2)電氣控制電路的安裝和PLC程序編寫項目:
(1)三相電動機正反轉控制電路的連接與控制程序編寫(2) 三相電動機控制電路的連接與控制程序編寫(3)電動機調速控制電路的連接與控制程序編寫(4)變頻器模擬量控制的連接與控制程序編寫�����;通過自由口編程實現 變頻器網絡控制(5)用PLC脈沖輸出或定位模塊來控制伺服電機的技術(擴展)(6)伺服電機控制電路的連接與參數設置(7)PLC控制網絡控制技術 (8)氣動方向控制程序編寫(9)氣動順序動作控制程序編寫(10)氣動機械手控制程序編寫(11)皮帶輸送機控制程序編寫(12)機電一體化設備控制程 序編寫(13)自動生產線控制程序編寫��。
3)PLC通訊網絡的安裝、程序編制及調試:
(1)PLC控制技術---485通信技術的編程和調試(2)PLC控制技術---現場總線通信技術的編程和調試(擴展)
4)機電設備安裝與調試項目:
(1)傳動裝置同軸度的調整(2)供料單元的機械安裝與調整(3)加工單元的機械安裝與調整(4)裝配單元的機械安裝與調整(5)分揀單元的機械安裝與調整(6)輸送單元的機械安裝與調試(7)自動生產線設備安裝與調試
5)�、本裝備用于考核或技能競賽��,可考察的職業能力:
(1)機械構件的裝配與調整能力(2) 機電設備的安裝與調試能力(3)電路安裝能力(4)氣動系統的安裝與調試能力(5)變頻器在自動生產線的使用能力(6)伺服電機在自動生產線的使用能力 (7)PLC模擬量控制在自動生產線的使用能力(8)機電一體化設備的控制程序的編寫能力(9)自動控制系統的安裝與調試能力(10)PLC網絡的安裝���、 編程與調試能力(11)人機界面����、組態技術的編程與調試能力(12)符合國家職業技術標準“可編程序設計師三級標準
6��、自動控制實訓內容:
1)、能融合了機械技術(包括氣動技術)�、傳感器技術����、交流電動機變頻調速和步進電機驅動控制、觸摸屏技術�����、PLC控制及通信網絡等技術,體現了現代制造業生產過程的特征�����。
一��、自動生產線系統的拆裝與調試:
(1)供料單元的安裝與調試的實訓;
(2)加工單元的安裝與調試的實訓
(3)裝配單元的安裝與調試的實訓
(4)分揀單元的安裝與調試的實訓
(5)輸送單元的安裝與調試的實訓
(6)自動生產線控制的安裝與調試的實訓
二��、整體結構必須為開放式和拆裝式,能方便地更換模塊���,按具有生產性功能和整合學習功能的原則確定模塊內容����,使教學或競賽時可方便的選擇需要的模塊����。設備的擴展性和升級性強��,如:
(1)如更換或擴展工作單元
(2)電氣升級為現場總線
(3)定位模塊來控制伺服電機等
三、用于教學�����,可按工作過程導向�,工學結合的模式規劃教學活動�����,完成以下工作任務:
1)氣動系統的安裝與調試項目:
(1)氣動方向控制回路的安裝
(2)氣動速度控制回路的安裝
(3)擺動控制回路的安裝
(4)氣動順序控制回路的安裝
(5)氣動機械手裝置的安裝
(6)氣動系統安裝與調試
(7)氣動綜合系統的設計與安裝
2)電氣控制電路的安裝和PLC程序編寫項目:
(1)三相電動機正反轉控制電路的連接與控制程序編寫
(2) 三相電動機控制電路的連接與控制程序編寫
(3)電動機調速控制電路的連接與控制程序編寫
(4)變頻器模擬量控制的連接與控制程序編寫�;通過自由口編程實現 變頻器網絡控制
(5)用PLC脈沖輸出或定位模塊來控制伺服電機的技術(擴展)
(6)伺服電機控制電路的連接與參數設置
(7)PLC控制網絡控制技術
(8)氣動方向控制程序編寫
(9)氣動順序動作控制程序編寫
(10)氣動機械手控制程序編寫
(11)皮帶輸送機控制程序編寫
(12)機電一體化設備控制程序編寫
(13)自動生產線控制程序編寫�。
3)PLC通訊網絡的安裝��、程序編制及調試:
(1)PLC控制技術---485通信技術的編程和調試
(2)PLC控制技術---現場總線通信技術的編程和調試(擴展)
4)機電設備安裝與調試項目:
(1)傳動裝置同軸度的調整
(2)供料單元的機械安裝與調整
(3)加工單元的機械安裝與調整
4)裝配單元的機械安裝與調整
(5)分揀單元的機械安裝與調整
(6)輸送單元的機械安裝與調試
(7)自動生產線設備安裝與調試
5)����、本裝備用于考核或技能比賽,可考察的職業能力:
(1)機械構件的裝配與調整能力
(2) 機電設備的安裝與調試能力
(3)電路安裝能力
(4)氣動系統的安裝與調試能力
(5)變頻器在自動生產線的使用能力
(6)伺服電機在自動生產線的使用能力
(7)PLC模擬量控制在自動生產線的使用能力
(8)機電一體化設備的控制程序的編寫能力
(9)自動控制系統的安裝與調試能力
(10)PLC網絡的安裝�、 編程與調試能力
(11)人機界面��、組態技術的編程與調試能力
(12)符合國家職業技術標準“可編程序設計師三級標準